Индикатор часового типа – измерительный прибор, необходимый для проверки качества готового изделия и выявления деформаций, с его помощью определяют биения, отклонения в геометрической форме и толщине деталей.
Для установки индикаторов часового типа и обеспечения последующей фиксации устройства применяются специальные кронштейны.
ЗАДАЧА
В кратчайшие сроки изготовить кронштейн индикатора часового типа для выверки стола 3D-принтера прямой наплавки (при смещении стола из ровного горизонтального положения, возвращаться обратно он может с некоторым уклоном, данный механизм был необходим для выявления отклонений). Деталь по своей сути уникальная и изготовляется под заказ.
ПРОИЗВОДСТВО
- Подготовка изделия под аддитивное производство
На начальном этапе вручную был изготовлен эскиз будущей оснастки. Именно по нему впоследствии была создана 3D-модель. Исходная модель была переподготовлена для топологической оптимизации. При генерации были учеты желаемые параметры – жесткость в месте установки индикатора, места крепления и угол нависания при синтезе. В дальнейшем полученный «сырой фасет» был доработан до конечного варианта в САПР. Все проведенные работы позволили получить “облегченное” изделие (внутри оно пустотелое) с повышенной технологичностью, сохранением всех прочностных характеристик и минимальной постобработкой.
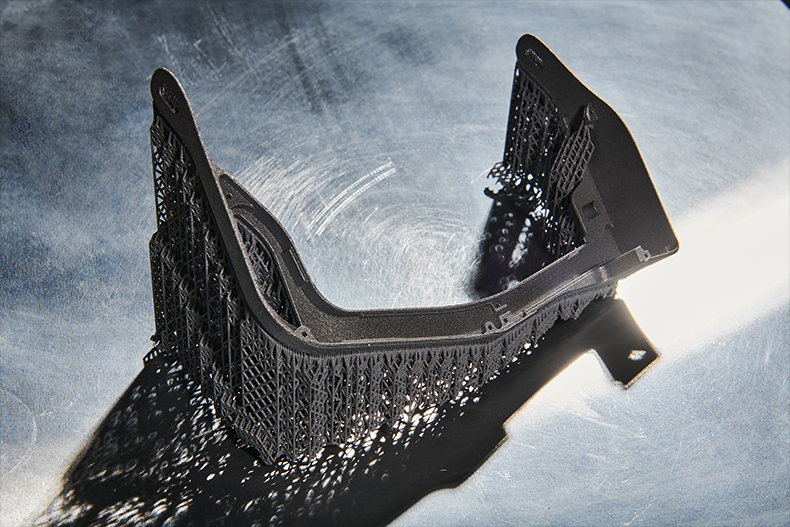
В 3D-принтере изделие начинало “расти” с плоского торца с отверстием для сопла принтера. Его нижний плоский торец – это единственное место, где располагались технические поддержки. Все посадочные отверстия росли “чистыми”. На картинке справа показано расположение изделия на платформе построения во время печати (поддержки обозначены синим цветом). После завершения печати от него отрезали технологические поддержки, обдули корундом и сразу же направили работу.
Благодаря такому расположению изделия в 3D-принтере и очень маленькой площади, где располагались технологические поддержки, количество и сложность процедур механической обработки было снижено в разы. А значит, изделие было введено в эксплуатацию гораздо быстрее из-за отсутствия накладных расходов, производственных издержек и пр.
ИТОГИ
Кронштейн индикатора часового типа был спроектирован за 2 рабочих дня, полностью подготовлен к производству и напечатан из алюминиевого сплава RS-300 всего за 40 часов. Габариты изделия составили 200х50х80 мм. С помощью аддитивных технологий удалось получить оптимизированное изделие с улучшенными технологическими характеристиками в кратчайшие сроки.